
ccm update
Showing
- docs/Computer-controlled Machining.md 72 additions, 1 deletiondocs/Computer-controlled Machining.md
- docs/Molding & Casting.md 4 additions, 0 deletionsdocs/Molding & Casting.md
- docs/images/ccm/1.open.png 0 additions, 0 deletionsdocs/images/ccm/1.open.png
- docs/images/ccm/10.edittabs.png 0 additions, 0 deletionsdocs/images/ccm/10.edittabs.png
- docs/images/ccm/11.warning.png 0 additions, 0 deletionsdocs/images/ccm/11.warning.png
- docs/images/ccm/12.2dtoolpath.png 0 additions, 0 deletionsdocs/images/ccm/12.2dtoolpath.png
- docs/images/ccm/13.3dtoolpath.png 0 additions, 0 deletionsdocs/images/ccm/13.3dtoolpath.png
- docs/images/ccm/14.time.png 0 additions, 0 deletionsdocs/images/ccm/14.time.png
- docs/images/ccm/15.save.png 0 additions, 0 deletionsdocs/images/ccm/15.save.png
- docs/images/ccm/16.redo.png 0 additions, 0 deletionsdocs/images/ccm/16.redo.png
- docs/images/ccm/2.newfile.png 0 additions, 0 deletionsdocs/images/ccm/2.newfile.png
- docs/images/ccm/3.import.png 0 additions, 0 deletionsdocs/images/ccm/3.import.png
- docs/images/ccm/4.joinvectors.png 0 additions, 0 deletionsdocs/images/ccm/4.joinvectors.png
- docs/images/ccm/5.nest.png 0 additions, 0 deletionsdocs/images/ccm/5.nest.png
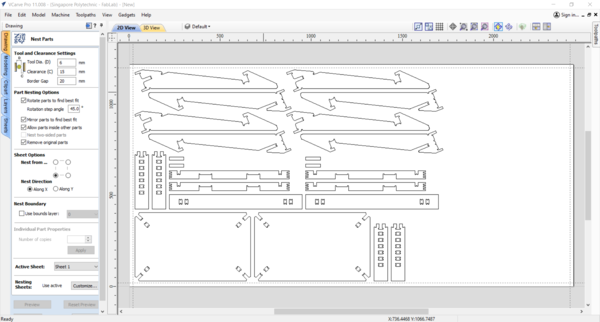
- docs/images/ccm/6.nesting.png 0 additions, 0 deletionsdocs/images/ccm/6.nesting.png
- docs/images/ccm/7.tool.png 0 additions, 0 deletionsdocs/images/ccm/7.tool.png
- docs/images/ccm/8.toolpathsettings.png 0 additions, 0 deletionsdocs/images/ccm/8.toolpathsettings.png
- docs/images/ccm/9.addtabs.png 0 additions, 0 deletionsdocs/images/ccm/9.addtabs.png
docs/images/ccm/1.open.png
0 → 100644
{kind=link}

42.4 KiB
docs/images/ccm/10.edittabs.png
0 → 100644
{kind=link}

36.3 KiB
docs/images/ccm/11.warning.png
0 → 100644
{kind=link}

123 KiB
docs/images/ccm/12.2dtoolpath.png
0 → 100644
{kind=link}

123 KiB
docs/images/ccm/13.3dtoolpath.png
0 → 100644
{kind=link}

174 KiB
docs/images/ccm/14.time.png
0 → 100644
{kind=link}

136 KiB
docs/images/ccm/15.save.png
0 → 100644
{kind=link}

226 KiB
docs/images/ccm/16.redo.png
0 → 100644
{kind=link}

55.1 KiB
docs/images/ccm/2.newfile.png
0 → 100644
{kind=link}

42.7 KiB
docs/images/ccm/3.import.png
0 → 100644
{kind=link}

82 KiB
docs/images/ccm/4.joinvectors.png
0 → 100644
{kind=link}

61.3 KiB
docs/images/ccm/5.nest.png
0 → 100644
{kind=link}

75.8 KiB
docs/images/ccm/6.nesting.png
0 → 100644
{kind=link}
74 KiB
docs/images/ccm/7.tool.png
0 → 100644
{kind=link}

112 KiB
docs/images/ccm/8.toolpathsettings.png
0 → 100644
{kind=link}

103 KiB
docs/images/ccm/9.addtabs.png
0 → 100644
{kind=link}

95.7 KiB